|
公司基本資料信息
|
|||||||||||||||||||||||
| 是否有現貨: | 是 | 認證: | 000 |
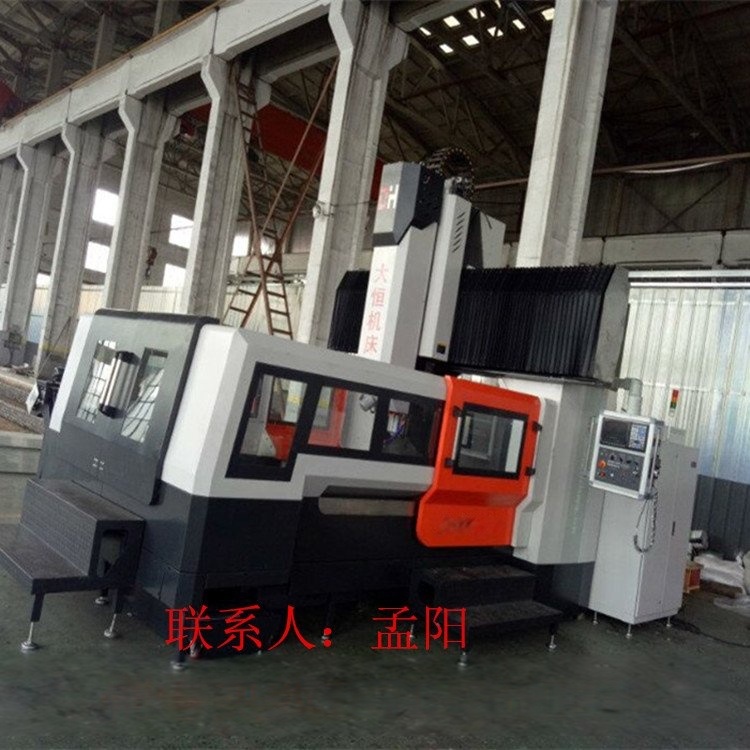
| 品牌: | 精科大恒 | T型槽數目: | 9 |
| 適用行業: | 通用 | 作用對象: | 通用 |
| 類型: | 龍門銑床 | 結構: | 龍門式 |
| 控制方式: | 數控 | 精密度: | 精密 |
| 自動化程度: | 自動 | 售后服務: | 12個月 |
| 主電機功率: | 22/28 | 重量: | 000 |
| 主軸轉速范圍: | 6000 | 工作臺尺寸: | 4000*2300 |
| 主軸錐孔錐度: | 000 | 型號: | Dhck2804 |
| 規格: | 4200*2800*1200 | 商標: | 精科大恒 |
| 包裝: | 簡單包裝 | 專利分類: | 000 |
| 專利號: | 000 | 產量: | 100 |
毛坯種類應根據零件的材料、形狀、尺寸放工件數量來確定。零件加工順序應根據尺寸精度、表面粗糙度和熱處理等全部技術要求以及毛坯的種類和結構、尺寸來確定。
即確定每一工序所用的機床、工件裝夾方法、加工方法、測量方法及加工尺寸。
本銑床零件加工要選合適的表面作為在機床或夾具上的定位基面。作為 道工藝定位基面的毛坯面,稱為粗基面。經過加工的表面作為定位基面的稱為精基面。主要的精基面應優先完成。
對精度要求較高的表面,一般應在工件全部粗加工后再進行精加工。這樣可消除工件在粗加工時因夾緊力、切削熱和內應力引起的變形,也有利于熱處理工序的安排。在大批量生產時,粗、精加工常在不同的機床上進行,這也有利于高精度機床的合理使用。
在單件、小批量生產中,有位置精度要求的有關表面應盡可能在一次裝夾中進行精加工。本龍門銑床的銑削工藝具有以上這些原則




龍門銑床的操作注意事項:
1.工作物要用壓板、螺釘或 工具夾緊。使用一般的扳手不準加套管,以免滑脫傷人。
2.刀具一定要夾牢,否則不準開車工作。
3.工作前,要檢查機床傳動部分的運轉情況,并將機床的擋板裝好,才能運轉。
4.銑切各種工件,特別是粗銑時,開始應進行緩慢切削。
5.移動工作臺和刀架時,應先松開固定螺釘。
6.裝卸刀具時,應使用銅錘或木槌輕打,防止刀具碎片飛出傷人。
7.在切削中,不準變速和調整刀具,禁止用手摸或測量工件。
 滬公網安備31010702008250號
滬公網安備31010702008250號