



“天津無心磨床進口現場動平衡儀 振動平衡分析儀”參數說明
| 是否有現貨: | 是 | 認證: | 第三方 |
| 類型: | 動平衡儀 | 型號: | Hs2700h |
| 規格: | h | 商標: | 宏富信 |
| 包裝: | 箱子 |
“天津無心磨床進口現場動平衡儀 振動平衡分析儀”詳細介紹
在無心磨床加工過程中,經常會出現加工工件表面有紋路出現,即影響了精度, 影響外觀,根據經驗,
大致有三種情況:
一、表面出現螺旋紋,原因有以下幾個方面:
1、在修整砂輪時,出口地方砂輪外凸,工件出研磨區時正好被凸點磨到表面,形成螺旋紋。
解決方法是:可以把出口處砂輪多修一些或用銼刀把出口處砂輪邊磨成圓角。
2、托起工件的刀板合金部分出現小裂痕,造成表面不光,有拉毛現象。需要修磨刀板或更換。
3、砂輪的結合劑硬度不均,導致砂輪脫粒不均,如果修砂仍不能改觀,需要更換砂輪。
4、送料速度或出料速度和導輪正常調整的轉速不一致(在有自動上料裝置的情況下容易出現)。需要調整好送料和導輪轉速送料一些。
5、導輪在調整傾斜角和打R時同砂輪的軸線相對位置出現偏差,這需要重新著正。
無心磨床加工工件表面出現紋路都有哪些原因?

二、表面出現振蕩紋:主要是機床本身有振動或工件研磨過程中有振蕩導致。
1、砂輪本身運轉不穩定,可能是砂輪法蘭夾緊不正確,或動平衡沒有調好。
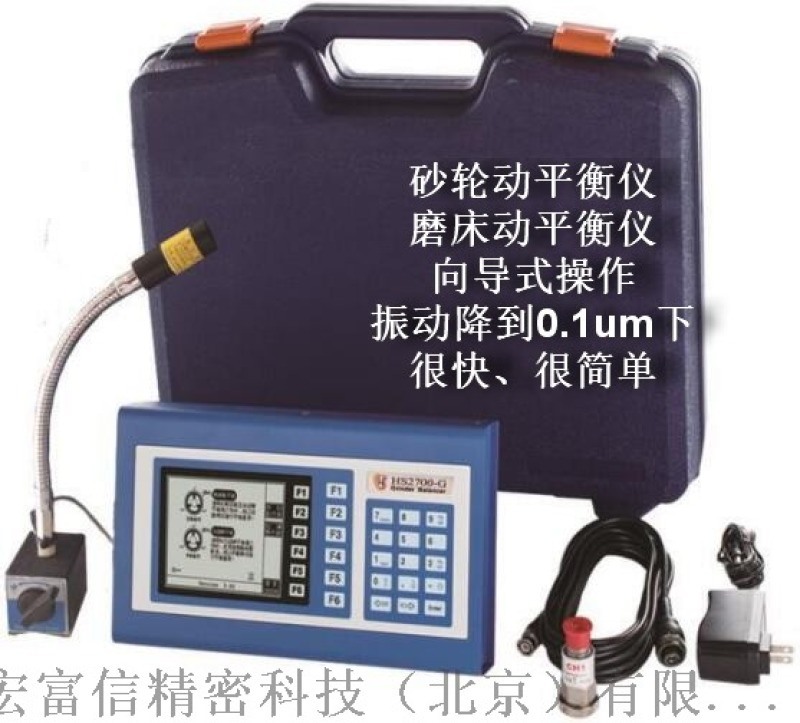
這就需要得新安裝砂輪和調動平衡。無心磨床砂輪比較大也比較沉重不容易做靜平衡,所以使用現場砂輪動平衡儀比較方便,如臺灣宏富信HS2700G操作比較簡單,告知滑塊移動角度,可以快速使使磨床振動降下來,減少振紋,達到國際振動要求標準值。
2、主軸里的軸承有磨損或軸承調整不當,帶動砂輪振動。應該重新調整軸承間隙或更換軸承。
3、其它設備的振動傳到磨床引起共振所致,需要遠離其它振動源或挖防振溝。
4、由于墊木支撐刀板增加中心高,工件通過時刀板不牢固產生振動。需要擰緊固定刀板的螺絲。
5、砂輪主軸是電機通過三角傳送帶帶動,三角帶的長短不一樣或有磨損,引起機床振動。需要檢查更換。
6、工件中心太高了,砂輪通過磨削力使工件壓向刀板,導輪的分力減小,引起工件受力不均,產生振動。此時應將刀板中心高降低。
三、表面有不規則的紋路劃傷:這個主要是使用的磨削液和過濾系統有問題,導致砂輪掉落的顆粒和磨屑在磨削液中循環而擦傷工件表面。此時應該更換磨削液,或增加過濾裝置。
產品特色:
1、動平衡校正+轉速監測+振動監測三機一體功能強大
2、攜帶方便,可針對車間各種不同磨床進行砂輪動平衡量測與校正
3、動平衡校正精度高,平衡量0.01um振動值
4、內建可充電 電池,蓄電力穩定待機時間長
5、可省掉新砂輪線外靜平衡作業,直接在磨床上作動平衡校正
6、也可以延續新砂輪或原砂輪靜平衡或動平衡的狀態,直接進行動平衡校正,大幅縮短校正時間
7、在校正過程當中,主機LCD面板上的雷達圖可實時顯示砂輪當時的轉速.振動量與重端角度
8、隨機附贈一組適合各種不同砂輪尺寸的壓克力材質角度環,除方便作業外也可大幅縮短校正時間
9、適用范圍:平面磨床、外圓磨床、無心磨床、光學投影磨床、 砂輪磨齒機、立式磨床、 研磨機等帶有三個平衡塊設備